客服电话15308838777
PRODUCT

电话:15308838777
手机:15308838777
地址:深圳市光明区马田街道暑田蒲第五工业区第17栋302

30年研发制造经验,时间证明一切
杰瑞机电是一家专业的机械设备转动工具厂家
拥有数位资深加工师傅及多年的行业经验及团队
传动工具,任意长度裁切,加工定制
每一个系列规格滚珠丝杆、直线导轨都对机械设备起着重要的传动工作
我们将供以最优质的产品,及完善的服务。为您的机械运转排忧解难。
专业技术总监免费技术支持
杰瑞秉承”以服务求发展,以品质求生存“的经营之道免费为客户提供选型方案及技术支持
服务只有起点,满意没有终点
专业团队服务,产品下单到出货,全程生产进度,随时可以汇报,倾听您的需求24小时客服电话0755-33967916

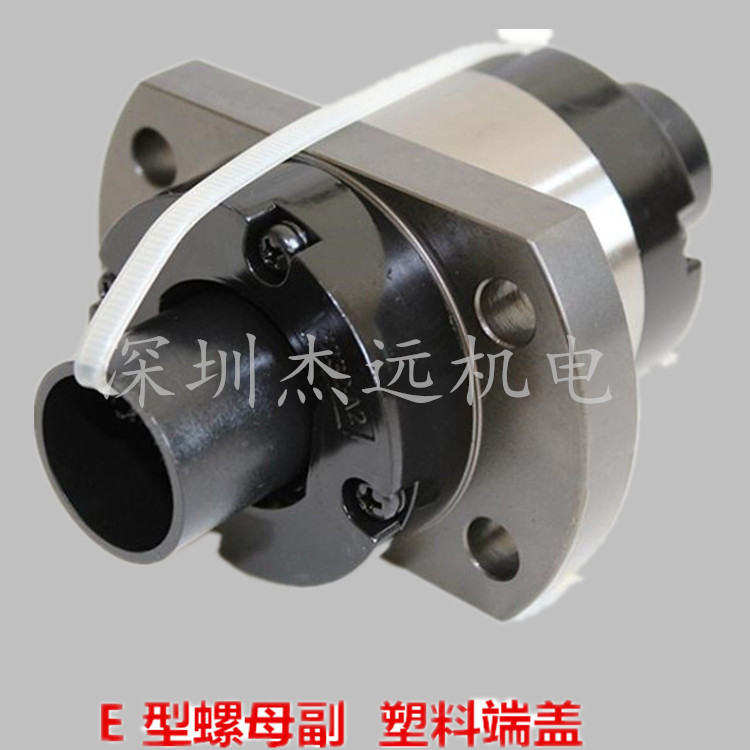
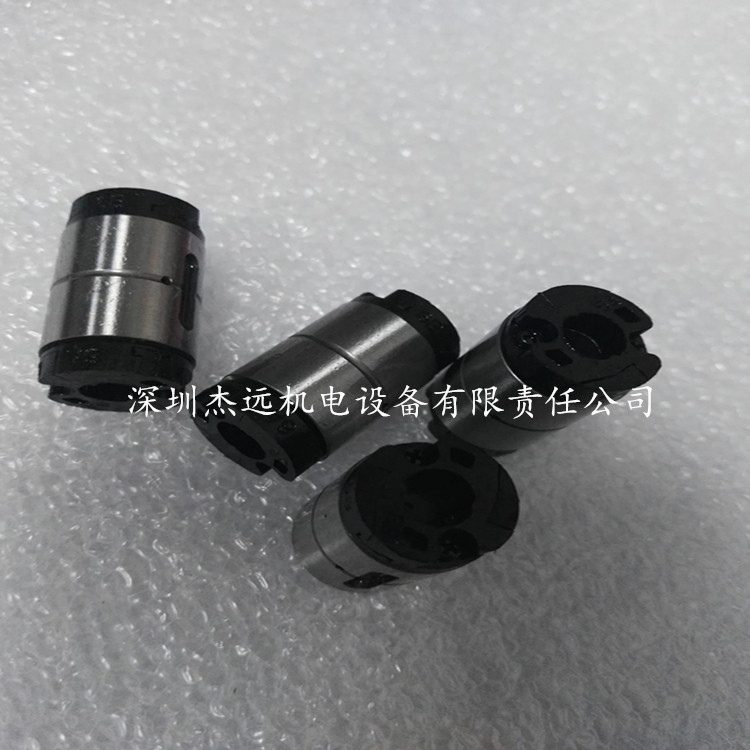
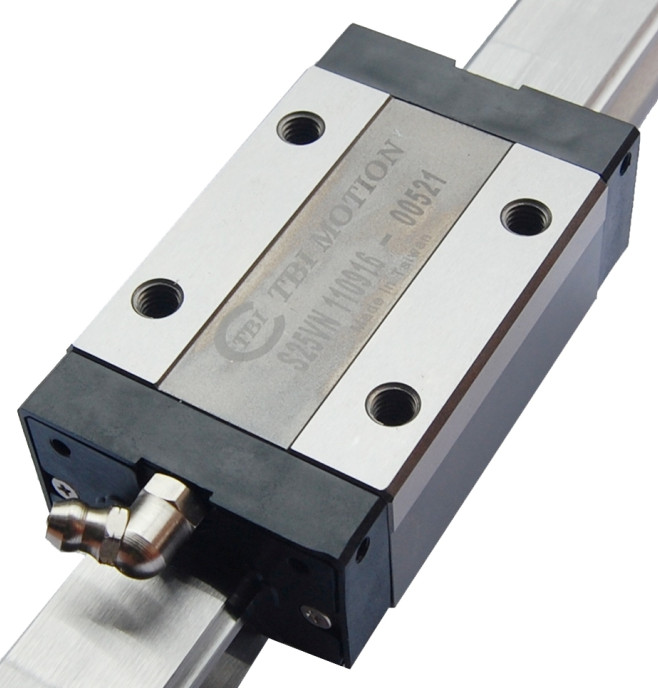
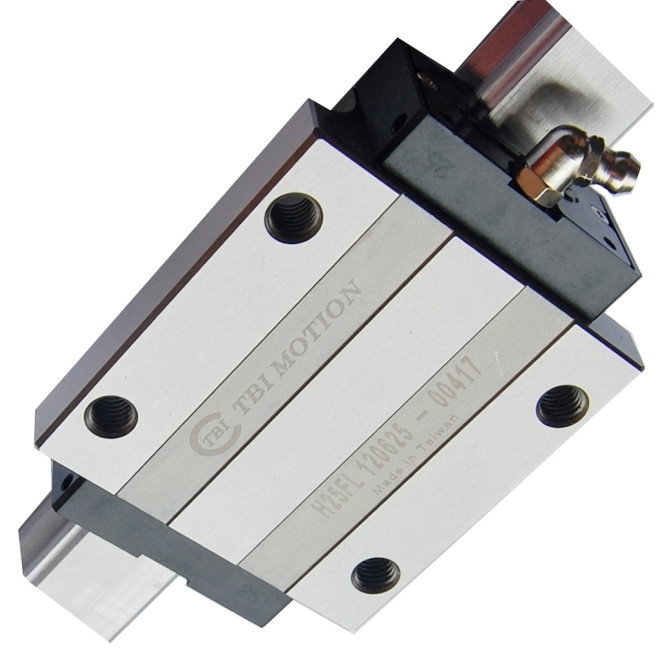
深圳市杰瑞机电科技有限公司,华南传动元件特约经销商。专业代理销售:台湾HIWIN线性滑轨,台湾TBI滚珠丝杆,TBI直线导轨,TBI滚珠花键,台湾ABBA直线导轨,日本THK高精密滑轨以及丝杆支撑座、光轴等一系列传动产品。深圳市杰瑞机电科技有限公司坚持以“精益求精,追求卓越”的经营宗旨,奉行“诚信、科技、创新、积极”的企业理念,深切热情的为广大客户服务。我公司在不断扩大经营理念规模的同时,更加注重我们的售后服务;公司将以最大的能力、最优惠的价格、最好的质量服务来满足客户的需求。杰远机电重信用、守合同、保质量,免费提供选型方案、免技术支持、免售后服务,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,竭诚随时欢迎广大新老客户的来电垂询与惠顾!深圳市杰瑞机电科技有限公司实力雄厚,拥有大量现货库存,一系列高精密加工设备(如铣床、车床、磨床、数控、校直机、淬火机)等,专业的销售团队与数位资深专业加工师傅,倾力制作高精密C7滚珠丝杆、C5研磨丝杆、左牙丝杆、以及各种精度线性滑轨。我司经销批发的HIWIN线性导轨、TBI滚珠丝杆、TBI直线导轨等元件畅销消自动化机械市场,在各企业当中享有较高的地位与信誉,公司与多家零售商和代理商建立了长期稳定的合作关系。杰瑞机电公开并郑重承诺:我司供应所有进口产品均为全新原装产品,假一罚十!!!滚珠丝杆附图或是提供样品可以裁切任意长度进行轴端加工,3~5天交货,急单特殊处理。另可制作研磨C5级滚珠丝杆,左旋丝杆、左右旋丝杆。各种直线导轨现货切割、装配,快速交货,部分超高精密级导轨需在台湾订制。滚珠丝杆和直线导轨应用范围:精密机床、机器人、半导体、木工机械、食品机械、医疗机械、光学仪器、玻璃制造装置、汽车制造装置、自动化设备、激光雕刻、毛毯机械、瓷砖机械、印刷机、电子工业、人造板机械、造纸机械、定位承载装置、塑料机械、检查装置、风机、输送(制造搬送)装置、工程机械、包装机械、纺机、清洗机等。...
查看更多实力保障好品质放心购
质量保障品质无忧

Copyright © 2022 深圳市杰瑞机电科技有限公司地址:深圳市光明区马田街道暑田蒲第五工业区第17栋302 备案号:粤ICP备15084932号
服务热线